Хотелось назвать эту статью «Дозаторы – Это просто?!» по аналогии с многотомником Г-на Фрунзе («Микроконтроллеры – Это просто»), но не знаю какие по смыслу поставить правильно знаки препинания после слова «просто» и я решил назвать статью одноименно с сайтом «Весовые дозаторы».
Первый опыт работы с тензодатчиками я получил в начале 90-х годов тензодатчики типа ГСП (рис. 1) фирмы «Веда» из Киева прибор (далее терминал) тоже киевский, но по-видимому скопирован с какого-то импортного. Тензодатчики неважные, требуют предварительной нагрузки 20% и могут быть нелинейные ближе к концу диапазона, правда напряжение питания у них было до 24 вольт что при такой характеристике как коэффициент передачи 2мв/в давал довольно большое выходное напряжение. Терминал был сделан в алюминиевом корпусе, состоял из трех плат: блока питания, блок преобразования напряжение - частота и процессорного блока с индикатором и клавиатурой. Имелась возможность задавать пороги срабатывания для нескольких выходных оптронов. В случае необходимости можно было изменять наклон характеристики под тензодатчик, хотя это говорит о низком качестве последнего.
Прибор и тензодатчики для того времени были современны и на их основе было сделано несколько весоизмерительных систем: автовесы, ж-д весы даже дозаторы муки и сахара.
На авто и ж-д весах приборы работали неплохо и даже были
подключены к компьютеру и к локальной сети для обработки информации о
взвешивании. На дозаторах система работала с переменным успехом, иногда по
непонятным (тогда) причинам вес в мешке прыгал в разные стороны и определить в
чем причина не хватало опыта. Киевляне доработали программу этого терминала для
бункерных весов и, установив на бункерные весы, программа неплохо работала.
Умельцами были модернизированы программы для дозирования и терминал показал
неплохие результаты по скорости дозирования и точности. Но лет через пять начали
сыпаться микросхемы преобразователя (гибридная, выпускалась в Ярославле) и
несмотря на замену умельцами на уд17 и 1108пп1 терминал постепенно «умер». К
этому времени на предприятии разработали новый терминал на современной
элементной базе: крупный ж-к индикатор на 6-7разрядов(на старом стеклянный ИВЛ),
АЦП - AD7710, процессор правда оставили прежний
1830ве31, программа в 27256 а вместо ЕЕПРОМ PIC16f84A,
хотя в то время были уже микросхемы 24с01.
(Рис. 2)
 Прибор получился хорошим и стабильно
работал на статических весах, но на дозаторах опять с переменным успехом. После
изменения схемы этого терминала было доработано программное обеспечение и в этом
решении терминал продолжает работу и сейчас. Состав прибора: индикатор 6
разрядов светодиодная семисегментная матрица, процессор AT89S8252(FLASH
внутри), АЦП AD7710, супервизор питания, 2
входных и 2 выходных оптрона, мах232 для связи с ЭВМ, клавиатура 8 кнопок. Как я
говорил схема остается неизменной , за исключением мелких деталей, изменяется
только программное обеспечение.
Прибор получился хорошим и стабильно
работал на статических весах, но на дозаторах опять с переменным успехом. После
изменения схемы этого терминала было доработано программное обеспечение и в этом
решении терминал продолжает работу и сейчас. Состав прибора: индикатор 6
разрядов светодиодная семисегментная матрица, процессор AT89S8252(FLASH
внутри), АЦП AD7710, супервизор питания, 2
входных и 2 выходных оптрона, мах232 для связи с ЭВМ, клавиатура 8 кнопок. Как я
говорил схема остается неизменной , за исключением мелких деталей, изменяется
только программное обеспечение.
В данной главе хотелось рассказать о встреченных нами дозаторах и весах. Об их , с
нашей точки зрения, хороших, плохих и оригинальных решениях.
Первыми будут дозаторы шнековые для плохо сыпучих продуктов, например муки.
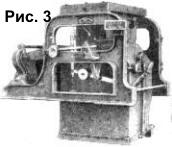
Классические дозаторы типа ДВМ-50 (рис. 3) и т.п. имели несколько преимуществ.
Имелись недостатки у этого типа дозаторов.
Видимо прародителем современных дозаторов, которые сейчас выпускают многие, являлся ДВМ-50, потому что схема принципиально осталась той же. Однако, ввиду недопонимания физики процесса истечения того, или иного продукта, не всем удается достичь тех точностных и скоростных характеристик, которыми отличался ДВМ-50. Несмотря на великое множество типов весовых дозаторов с принудительной подачей продукта, их можно объединить по принципу подачи дозируемого материала, организации точной досыпки, в несколько основных групп.
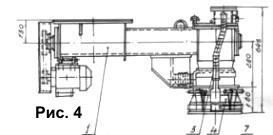
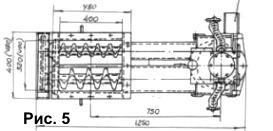
1. Дозатор с двумя шнеками разного диаметра забирающие продукт из одного бункера (находятся рядом друг с другом в горизонтальной плоскости). (Рис. 4, 5) Преимущества:
Независимое наполнение шнеков, при поддержке уровня в надвесовом бункере полное и равномерное наполнение шнеков, соответственно стабильность падающего столба и хорошая повторяемость отвесов, при включении двух шнеков для «грубой» подачи высокая производительность. Из недостатков, наверное, цена.

2 . Дозатор с двумя шнеками разного диаметра. (Рис. 6) «Точный» шнек подает продукт из камеры которая находится под грубым шнеком (по схеме ДВМ-50). Из преимуществ, разве что меньший размер присоединительного фланца к надвесовому бункеру и все. Недостатки – обязательное включение подачи «точно» вместе с «грубо» для полного заполнения шнека «точно», ограниченная величина дозы «грубо» (для окончания дозирования должно хватить продукта в камере «точно»), увеличение высоты (и массы ) столба «грубо» т.к. шнек находится над шнеком «точно».
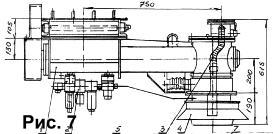
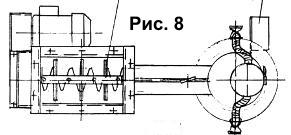 3. Дозатор с одним шнеком «среднего» диаметра.
(Рис. 7, 8)
Переключение режима подачи «грубо» и «точно» производится частотным приводом.
Преимущества: - один шнек, один двигатель, уменьшенные габаритные размеры,
возможность регулирования скорости истечения продукта в режиме «грубо» и
«точно», широкий диапазон дозирования 1÷10. Недостатки – пониженное
быстродействие. Такие схемы встречались в описаниях дозаторов различных фирм, но
из описания было видно, что переключение скорости производится ступенчато, в
зависимости от достигнутого порога. Мы разработали алгоритм, где задается
начальная скорость шнека в режиме «грубо» (необходимо для разного продукта),
затем после достижения порога «грубо» шнек переключается на заданную скорость
«точно», и по мере приближения к порогу «точно» скорость уменьшается по
определенному алгоритму, создавая наиболее равномерный поток дозируемого
материала. Скорость шнека при этом не уменьшается до нуля т.к. при приближении к
10% скорости двигателя он может остановиться и дозирование не закончится,
поэтому мы задаем предельную скорость «точно», ниже которой двигатель работать
не будет. Этот алгоритм отлично показал себя особенно на разных продуктах и
дозирующих устройствах при работе многокомпонентных дозаторов.
3. Дозатор с одним шнеком «среднего» диаметра.
(Рис. 7, 8)
Переключение режима подачи «грубо» и «точно» производится частотным приводом.
Преимущества: - один шнек, один двигатель, уменьшенные габаритные размеры,
возможность регулирования скорости истечения продукта в режиме «грубо» и
«точно», широкий диапазон дозирования 1÷10. Недостатки – пониженное
быстродействие. Такие схемы встречались в описаниях дозаторов различных фирм, но
из описания было видно, что переключение скорости производится ступенчато, в
зависимости от достигнутого порога. Мы разработали алгоритм, где задается
начальная скорость шнека в режиме «грубо» (необходимо для разного продукта),
затем после достижения порога «грубо» шнек переключается на заданную скорость
«точно», и по мере приближения к порогу «точно» скорость уменьшается по
определенному алгоритму, создавая наиболее равномерный поток дозируемого
материала. Скорость шнека при этом не уменьшается до нуля т.к. при приближении к
10% скорости двигателя он может остановиться и дозирование не закончится,
поэтому мы задаем предельную скорость «точно», ниже которой двигатель работать
не будет. Этот алгоритм отлично показал себя особенно на разных продуктах и
дозирующих устройствах при работе многокомпонентных дозаторов.


Для всех вышеперечисленных дозаторов рекомендуется над шнеками в надвесовом бункере создать возможность сводообрушения, как это сделано у «Тензо-М». (Рис. 9, 10) Также следует отметить, что конструкция шнекового питателя должна обеспечивать полное запирание продукта в момент остановки и не допускать дополнительного обрушения материала. В дозаторе «Тензо-М» для невозможности осыпания продукта из шнеков и для уменьшения величины падающего столба, применены пневмозадвижки, что конечно отражается на цене дозатора. Хотя, из разговоров с наладчиком я понял, что если бы не задвижки у них вообще вес не пошел бы. На задвижке скапливалось столько продукта, что о попадании в ГОСТ не могло быть и речи, это говорит о том что с подачей что то не додумали, и решили обойтись задвижкой, а может вообще не задумывались, просто так получилось и ладно.
Еще интересную штуку сделал наш конструктор, для того чтобы воздух из пустого мешка не вспучивал муку и она не рвалась из разных щелей(дозировали без промежуточного бункера в мешок), вставили трубу 2 дюйма в дозатор на 1-2см выше нижнего края мешкозажима, и воздух при дозировании уходит в эту трубу и в аспирацию.
Важное место среди дозирующих систем занимают самотечные дозаторы, например
дозатор кукурузы (по-моему, ДК-30) или дозатор сахара (рис. 11), это дозаторы для хорошо
сыпучих продуктов. По способу подачи материала в весоизмерительный узел они
кардинально отличаются от дозаторов с принудительной подачей. Для дозирования
продукта используется его сыпучесть, продукт течет сам и нам достаточно лишь
регулировать окно для просыпания продукта в бункер или мешок, или его закрыть по
окончании дозирования. Для достижения необходимых скоростных и метрологических
характеристик в таких дозаторах осуществляется подача 80-90% продукта при
максимально возможно открытой заслонке «грубо», затем заслонка прикрывается до
величины «точно» и после окончания дозирования закрывается совсем.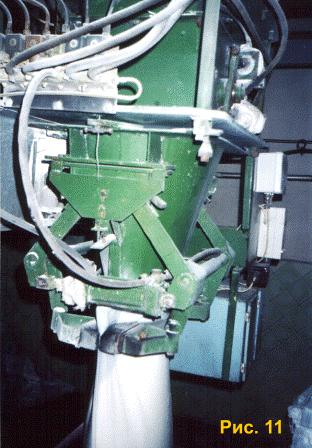
В старых механических самотечных дозаторах управление заслонкой (или заслонками) осуществлялось системой рычагов и защелок. Например, в дозаторе кукурузы после нажатия на педаль оператором, электромагнитом освобождалась защелка днища весового бункера, продукт из бункера высыпался в мешок, под действием противовеса днище закрывалось, и через рычаги взводились подающие заслонки – продукт дозировался в весы. По мере набора дозы «грубо» рычаги весового механизма освобождали защелку заслонки «грубо» и она закрывалась. Подача продукта осуществлялась через открытую заслонку «точно». Затем при срабатывании защелки «точно» заслонка закрывалась – доза готова.
Недостатки такого типа дозаторов аналогичны недостаткам механических дозаторов с принудительной подачей материала.
Современные дозаторы для хорошо сыпучих продуктов отличаются от механических тем, что задвижками управляет пневматика, а весовой бункер или мешкозажим с мешком подвешен на тензодатчики. Интересны модели дозаторов переходного периода от механики к современным системам.
На одном рисовом заводе (лет 10-12 назад) видели интересную конструкцию дозатора для риса, итальянского производства. Весоизмерительная часть дозатора состояла из рычага первого рода, на одной стороне которого, был прикреплен мешкозажим, а с другой стороны стояли индуктивные датчики на положения «грубо» и «точно». Мешкозажим совместно с рычагом в нерабочем положении заводятся пневматикой в специальные упорные пазы, чтобы оператор надел мешок и не сбил рычаг с призм. Когда мешок надет, оператор запускает дозатор, мешок зажимается пневматикой, рычаг уходит с фиксаторов начинается дозирование. По мере насыпания противоположная сторона рычага приподнимается сначала до датчика «грубо», и заслонка «грубо» закрывается, затем до датчика «точно» и дозирование прекращается. Нам понравилось качество исполнения этого дозатора его скоростные и метрологические характеристики. И это понятно т.к. дозатор был новый, и механика работала отлично.
Вышеупомянутая Киевская «СВЕДА» выпускала 15-20 лет назад дозаторы сахара на тензометрии. Работали они очень точно и быстро, 6-7 секунд отвес 50кг с погрешностью 10-20г. Проблемы были потом, когда электроника начала сыпаться, а комплектации нет. Схема довольно сложная, аналоговая система измерения веса. И была еще одна проблема. Невозможно перестроить на другую дозу, например 25кг.
У дозаторов хорошо сыпучих продуктов есть еще одно положительное свойство. Если подающий материл самотек установить правильно в надвесовой бункер, то отпадает необходимость в регулировке и слежении за наполнением бункера. Продукт, поступающий в расходный бункер, сам себя запирает, а во время дозирования бункер начинает опорожняться, но продукт вновь поступает из самотека.
Еще у самотечных дозаторов есть обязательное правило, перед дозирующими заслонками должны быть установлены шибера, или хотя бы один для регулировки скорости истечения продукта. При его отсутствии, сложно, а, как правило, невозможно добиться точностных характеристик дозатора.
Для уменьшения стоимости подобных изделий, если позволяет производительность, дозирование можно осуществлять непосредственно в мешок, зажатый в мешкозажим. Ну а если необходима максимально возможная производительность, то используют более сложную схему: два дозатора работающих раздельно (с весовыми бункерами) высыпают поочередно в одну воронку отвесы из весовых бункеров.
Одной из
разновидностей весовых дозирующих систем являются бункерные весы, например, ДН-500, ДН-1000, ДН-2000.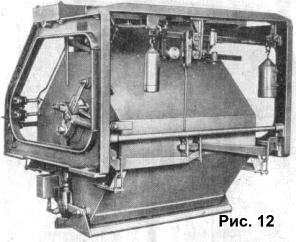
В весах ДН-500 (рис. 12) и ДН-1000 использовалась также рычажная весовая система. После закрытия задвижки весового бункера взводились (открывались) задвижки «грубо» и «точно». По мере насыпания продукта в весы рычажный механизм сбивал защелку задвижки «грубо», а затем и «точно». Весы открывались, и отвешенная доза материала высыпалась из весового бункера. Эти весы использовались для подсчета количества продукта, которое учитывалось механическим счетчиком отвесов, поэтому отвес должен быть строго одинаков и известен. Поэтому для обеспечения одинаковых отвесов и использовались задвижки «грубо» и «точно». В современных бункерных весах достаточно одной задвижки, потому что подсчет ведется суммирующим итогом на весовом терминале, и нам неважно, сколько насыпалось продукта в одном отвесе, он все равно будет учтен. Весы ДН-2000 были сделаны уже иначе. Весовой бункер через систему рычагов подключался к весоизмерительной головке. В головке стояли датчики положения стрелки, которыми можно было задать момент закрытия задвижек «грубо» и «точно». Задвижки взводились электродвигателем и по мере срабатывания доз датчики положения – стрелки (как на будильнике), давали команду электромагнитам, задвижки падали под собственным весом и подача продукта прекращалась. Затем шла команда на электромагнит защелки задвижки весов, продукт, напирая на задвижку, открывал её и высыпался. После высыпания противовес на задвижке закрывал её опять на защелку-электромагнит.
Из преимуществ этих весов только отсутствие пневматики.
Недостатков больше: во первых количество продукта считалось по отвесам, а отвесы
не всегда были известны точно, во вторых перестройка весов (на другой отвес)
была очень неудобна, в третьих при износе механизма определить на какой дозе
сработали весы очень трудно определить, в четвертых при неполном открытии
задвижки весового бункера ему не хватало силы закрыться на защелку. Был опыт
перевода этих весов на тензометрию.
 С ДН-500 проще, выкинули рычажный механизм
весов, поставили пневматику на верхнюю задвижку (задвижку «точно» не
использовали), поставили пневматику на задвижку весового бункера, бункер
повесили на 4 тензодатчика и все. (Рис. 13, 14) Прибор с алгоритмом бункерных весов, работай!
(подробно о приборах далее). С ДН-2000 было немного сложнее, пневматику не
ставили, потому что весы находились в не отапливаемом помещении. Убрали рычаги, повесили бункер на
тензодатчики, открытие верхних задвижек родным механизмом, закрытие от терминала
по мере отработки доз. Открытие бункера штатным электромагнитом, вообще
переделка небольшая, но есть одна проблема, если в весах менее 300-400 кг.
продукта, то задвижка открывается не полностью, не делает полный ход и не
защелкивается при возврате.
С ДН-500 проще, выкинули рычажный механизм
весов, поставили пневматику на верхнюю задвижку (задвижку «точно» не
использовали), поставили пневматику на задвижку весового бункера, бункер
повесили на 4 тензодатчика и все. (Рис. 13, 14) Прибор с алгоритмом бункерных весов, работай!
(подробно о приборах далее). С ДН-2000 было немного сложнее, пневматику не
ставили, потому что весы находились в не отапливаемом помещении. Убрали рычаги, повесили бункер на
тензодатчики, открытие верхних задвижек родным механизмом, закрытие от терминала
по мере отработки доз. Открытие бункера штатным электромагнитом, вообще
переделка небольшая, но есть одна проблема, если в весах менее 300-400 кг.
продукта, то задвижка открывается не полностью, не делает полный ход и не
защелкивается при возврате.
На начальном этапе изготовления и переделки бункерных
весов устанавливали датчики положения задвижек (открыта, закрыта), затем,
оставили только «закрыта», потому что если не закрыта то хоть чуть-чуть, но
открыта, потом был хороший опыт вообще без датчиков положения, уже долго работают и
без проблем. Использование пневматики конечно предпочтительнее. Но если
температура меньше 0 градусов, то нужен осушитель воздуха, иначе замерзнет
конденсат. С электромеханикой (двигатель, редуктор, кривошип) нет проблем зимой,
но конструкция сложней, и тоже бывают сбои. На одном элеваторе из-за того, что
барахлил датчик закрытия задвижки надвесового бункера, задвижка делала 1-2
лишних открытия / закрытия. Итог, со слов механика, на теплоходе 3000-4000 тонн
зерна, а
перевес составлял до 50-ти тонн. Весы довольно известной фирмы. Хотя это недоработка
конструкции задвижки.
К дозирующим системам, используемых в промышленности, можно отнести еще один тип весов, это приходно-расходная емкость, например, сменная емкость на маслозаводе. Взвешивание емкостей особых проблем не представляет. Обычные статические весы. Ну, разве задать верхний порог и заблокировать налив, в емкость, опасаясь перелива через край. Но как показала практика, масло, которое вырабатывает смена, поступает в эту емкость порциями, и сливается из емкости порциями, например отпуск клиенту, отпуск на фасовочную линию, отпуск на склад. Процесс идет непрерывно, но не быстро. Т. о., если нам интересно знать приход и расход продукта, исключить человеческий фактор, необходимо производить взвешивание, разрешать наполнение и опорожнение емкости по специальному алгоритму. Для решения этой задачи мы взяли за основу алгоритм бункерных весов, но существенно переработали. Здесь очень помогают датчики состояния кранов налива и слива продукта. Прибор постоянно отслеживает положение кранов и в разрешенных ситуациях (налив открыт - слив закрыт, налив закрыт – слив открыт) разрешает наполнять или опустошать емкость по заданному маршруту (разрешает работу насоса). Стоит только изменить положение кранов и прибор сразу определит это, выключит насос, зафиксирует слитый или налитый продукт, запишет в память. И самое интересное, даже при выключенном питании, прибор учтет утечку или приход масла в емкость, т. к. он запоминает, сколько весила емкость на момент выключения. Эта схема успешно работает уже лет 7 на 20-ти тонной сменной емкости на маслозаводе.
=====================================================================
В этом разделе рассмотрим узлы, из которых состоят, или должны состоять дозаторы. Начнем рассматривать сверху.
 Почти каждый дозатор должен иметь надвесовой
бункер (рис. 16), он служит для накопления материала который мы дозируем . Объем бункера
должен составлять 3-6 отвесов дозируемого материала. Дозирование с «колес»,
когда материал попадает в шнеки дозатора сразу после нории, шнека, недопустим.
Шнеки, нории и другие подающие механизмы могут не успевать подавать материал на
дозирование и дозирующие шнеки могут не всегда быть полностью заполнены, что
сразу скажется на точности отвеса. Эти механизмы также могут подавать продукт с
большей производительностью, пока дозатор не дозирует, что повлечет
напрессовывание продукта в самотеках. Кроме того, как было сказано выше, в
некоторых случаях необходимо ставить сводообрушители перед подачей в шнеки.
Желательно также устанавливать систему поддержания уровня продукта в надвесовом
бункере. Она несложная, и стоит недорого, но эффект будет значительный. Во
первых надвесовой бункер всегда будет с продуктом и дозирующие шнеки максимально
заполнены. Падающий столб одинаков на каждом отвесе и можно легко добиться
высокой точности дозирования. Во вторых поддержание уровня продукта позволит
добиться максимальной производительности дозатора. Система поддержания уровня
состоит из двух емкостных датчиков верхнего и нижнего уровня. Блок управления
отслеживает состояние датчиков, и когда нижний датчик освободится от продукта,
включает подачу продукта в бункер (норию или шнек), когда продукт дойдет до верхнего датчика
подача отключится. Как было сказано выше для хорошо сыпучих продуктов (рис,
крупа, кукуруза, гранулы) можно сделать небольшой открытый бункер, подавать
продукт туда самотеком опустив его немного ниже верхнего края бункера. Продукт
будет сам себя запирать, и автоматически поддерживать уровень. Однажды видели
такую конструкцию на подаче крупы в надвесовой бункер. Нория подает крупу из
накопительного бункера в самотек, затем в надвесовой бункер. Самотек имеет отвод
в тот бункер из которого нория забирает продукт. При остановке дозатора самотек
заполняется и продукт начинает течь по отводу в накопительный бункер, т. е. по
кругу. Преимущества очевидны: не нужна система поддержания уровня, нория
работает без резких выключений и включений, и никогда не произойдет засыпания. И
еще к устройствам обеспечивающим подачу продукта в самотечный дозатор относятся шибера
расположенные на выходе надвесового бункера. Их может быть один или более (2-3). На крупе,
кукурузе ставили один шибер, который ограничил поток продукта в полость
задвижки, тем самым позволил добиться оптимальных режимов насыпания продукта, и
значительно уменьшил удар при открывании задвижки. Эти процессы будут
рассмотрены далее, когда покажем графики дозирования. На дозаторе сахара на
заводе перед задвижками стоит два или три шибера на некотором расстоянии друг от
друга, образуя лабиринт, который ограничивает подачу сахара в дозатор. Дело в
том, что надвесовой бункер на заводе очень большой, и, когда он полный один
шибер не спасет.
Почти каждый дозатор должен иметь надвесовой
бункер (рис. 16), он служит для накопления материала который мы дозируем . Объем бункера
должен составлять 3-6 отвесов дозируемого материала. Дозирование с «колес»,
когда материал попадает в шнеки дозатора сразу после нории, шнека, недопустим.
Шнеки, нории и другие подающие механизмы могут не успевать подавать материал на
дозирование и дозирующие шнеки могут не всегда быть полностью заполнены, что
сразу скажется на точности отвеса. Эти механизмы также могут подавать продукт с
большей производительностью, пока дозатор не дозирует, что повлечет
напрессовывание продукта в самотеках. Кроме того, как было сказано выше, в
некоторых случаях необходимо ставить сводообрушители перед подачей в шнеки.
Желательно также устанавливать систему поддержания уровня продукта в надвесовом
бункере. Она несложная, и стоит недорого, но эффект будет значительный. Во
первых надвесовой бункер всегда будет с продуктом и дозирующие шнеки максимально
заполнены. Падающий столб одинаков на каждом отвесе и можно легко добиться
высокой точности дозирования. Во вторых поддержание уровня продукта позволит
добиться максимальной производительности дозатора. Система поддержания уровня
состоит из двух емкостных датчиков верхнего и нижнего уровня. Блок управления
отслеживает состояние датчиков, и когда нижний датчик освободится от продукта,
включает подачу продукта в бункер (норию или шнек), когда продукт дойдет до верхнего датчика
подача отключится. Как было сказано выше для хорошо сыпучих продуктов (рис,
крупа, кукуруза, гранулы) можно сделать небольшой открытый бункер, подавать
продукт туда самотеком опустив его немного ниже верхнего края бункера. Продукт
будет сам себя запирать, и автоматически поддерживать уровень. Однажды видели
такую конструкцию на подаче крупы в надвесовой бункер. Нория подает крупу из
накопительного бункера в самотек, затем в надвесовой бункер. Самотек имеет отвод
в тот бункер из которого нория забирает продукт. При остановке дозатора самотек
заполняется и продукт начинает течь по отводу в накопительный бункер, т. е. по
кругу. Преимущества очевидны: не нужна система поддержания уровня, нория
работает без резких выключений и включений, и никогда не произойдет засыпания. И
еще к устройствам обеспечивающим подачу продукта в самотечный дозатор относятся шибера
расположенные на выходе надвесового бункера. Их может быть один или более (2-3). На крупе,
кукурузе ставили один шибер, который ограничил поток продукта в полость
задвижки, тем самым позволил добиться оптимальных режимов насыпания продукта, и
значительно уменьшил удар при открывании задвижки. Эти процессы будут
рассмотрены далее, когда покажем графики дозирования. На дозаторе сахара на
заводе перед задвижками стоит два или три шибера на некотором расстоянии друг от
друга, образуя лабиринт, который ограничивает подачу сахара в дозатор. Дело в
том, что надвесовой бункер на заводе очень большой, и, когда он полный один
шибер не спасет.
Следующими устройствами в дозаторах идут сами элементы дозирования – шнеки, задвижки. В дозаторах плохо сыпучих продуктов применяются шнеки. Выше мы рассматривали три основных группы шнековых дозаторов. Добавить к этому можно только что диаметр шнека должен выбираться в зависимости от дозы и производительности дозатора. Как мы говорили, конструкция шнеков не должна допускать неконтролируемого ссыпания продукта на выходе. Установка заслонок, которые перекрывают выходы шнеков, желательна, но удорожает конструкцию. Следует также обращать внимание на конструкцию подшипниковых узлов шнеков, если не использовать специальные ухищрения, подшипники, какие бы они не были герметичные, забиваются продуктом и 2-4 недели выходят из строя. Подшипниковые узлы должны быть вынесены за пределы дозаторы. Закончить о шнеках хочу описанием одной конструкции. Обычные шнеки «грубо» и «точно», с разными диаметрами. Расположены рядом, горизонтально. Забирают продукт из одной горловины, но управляются одним двигателем с частотным приводом. При вращении двигателя в одну сторону специальная муфта вращает только шнек «грубо», шнек «точно» неподвижен. При реверсировании двигателя шнек «точно» вращается а «грубо» стоит. При этом обороты двигателя регулируются частотным преобразователем и весовым терминалом. Конструкция оригинальная, рабочая, но сложная. Этот дозатор работает в широком диапазоне дозирования на 5-10-25-50кг.
Теперь о самотечных дозаторах, вернее о задвижках,
которые там применяются. Привод у этих задвижек обычно пневматический.
(Рис. 17)
 Для
дозирования применяется также два режима насыпания : режим «грубо» и режим
«точно». При насыпании «грубой» подачей задвижка открыта полностью, насколько
позволяет величина потока. Как мы говорили величину потока необходимо
ограничивать, для обеспечения оптимального режима и точности дозирования. После
срабатывания порога «грубо» задвижка закрывается, но не полностью. Обычно для
этого служит регулируемый упорный цилиндр. Регулировка щели важна для
формирования равномерного потока точно, и обеспечивает одинаковый падающий столб
при дозировании в режиме «точно». Если щель по всей длине задвижки получается
слишком узкой, при дозировании например гранул, и увеличив её получается слишком
сильный поток «точно», то в задвижке делается регулируемый вырез. Этот вырез
обеспечивает свободное прохождение гранул и других крупнозернистых материалов,
например кукурузы. Важно обеспечить также зазоры между подвижными и неподвижными
частями впускных задвижек. Несоблюдение размера зазоров может приводить к
заклиниванию материала в них, просыпания материала через задвижку, либо к
повреждению продукта, что в некоторых случаях недопустимо, например при
дозировании дорогого семенного материала. Часто для обеспечения оптимальных
зазоров в самотечных дозаторах применяются щетки, расположенные по периметру
задвижки, которые при закрытии задвижки плотно перекрывают зазоры, не повреждая
дозируемый материал. В некоторых дозаторах для привода задвижки используют
электромеханический привод с кривошипным механизмом, который обеспечивает
открытие и закрытие задвижки медленней, чем при использовании пневматики. В
бункерных весах используются такие же задвижки и шнеки для дозирования материала
в бункер. Единственное отличие, в бункерных весах редко используется режимы
«грубо» и «точно», поэтому эти узлы упрощаются.
Для
дозирования применяется также два режима насыпания : режим «грубо» и режим
«точно». При насыпании «грубой» подачей задвижка открыта полностью, насколько
позволяет величина потока. Как мы говорили величину потока необходимо
ограничивать, для обеспечения оптимального режима и точности дозирования. После
срабатывания порога «грубо» задвижка закрывается, но не полностью. Обычно для
этого служит регулируемый упорный цилиндр. Регулировка щели важна для
формирования равномерного потока точно, и обеспечивает одинаковый падающий столб
при дозировании в режиме «точно». Если щель по всей длине задвижки получается
слишком узкой, при дозировании например гранул, и увеличив её получается слишком
сильный поток «точно», то в задвижке делается регулируемый вырез. Этот вырез
обеспечивает свободное прохождение гранул и других крупнозернистых материалов,
например кукурузы. Важно обеспечить также зазоры между подвижными и неподвижными
частями впускных задвижек. Несоблюдение размера зазоров может приводить к
заклиниванию материала в них, просыпания материала через задвижку, либо к
повреждению продукта, что в некоторых случаях недопустимо, например при
дозировании дорогого семенного материала. Часто для обеспечения оптимальных
зазоров в самотечных дозаторах применяются щетки, расположенные по периметру
задвижки, которые при закрытии задвижки плотно перекрывают зазоры, не повреждая
дозируемый материал. В некоторых дозаторах для привода задвижки используют
электромеханический привод с кривошипным механизмом, который обеспечивает
открытие и закрытие задвижки медленней, чем при использовании пневматики. В
бункерных весах используются такие же задвижки и шнеки для дозирования материала
в бункер. Единственное отличие, в бункерных весах редко используется режимы
«грубо» и «точно», поэтому эти узлы упрощаются.
Для дозирования жидких компонентов обычно используется насос. Для нормальной работы такого дозатора после насоса желательно поставить обратный клапан, который не даст продукту вытечь обратно. Еще, из опыта, на одном заводе умельцы сделали небольшие весы для масла, на 200 или 500кг. На напольные весы поставили бочку, сверху вставили трубопровод от насоса, и погрузили его во внутрь на расстояние 20 см от дна бочки. Откалибровали весы, и начали работать (масло передавали на склад). Через некоторое время обратили внимание на регулярную небольшую недостачу масла на складе , проверили весы гирями – все нормально, а недостача есть. Мы как раз были по делам на этом заводе и автор весов попросил нас разобраться с этой загадкой. Посмотрев на весы мы поняли, что трубопровод хоть и не касается бочки но он жестко закреплен к стене, и при заполнении бочки труба оказывается погруженной в масло. На трубу действует сила Архимеда , которая пытается вытолкнуть трубу вверх. Но так как та жестко закреплена, сила действует вниз на весы, добавляя несуществующий вес масла, который и учитывается на складе. Еще один случай. На дозаторе воды и добавок растворобетонного узла вода поступала от насоса и труба заканчивалась в весах довольно высоко, выше максимального уровня воды в весовом бункере. А добавки дозировались из кубовой емкости обычным погружным насосом. Шланг от этого насоса опустили в весы почти до дна. При дозировании воды все шло нормально, но после дозирования добавок вода из весов куда то уходила. Когда увидели, что вода уходит в емкость добавок все поняли и подняли шланг добавок к трубе воды. На этом «чудеса» закончились. Эти примеры говорят о том, что ко всем узлам дозаторов нужно относится продуманно и просчитывать возможные негативные моменты заранее на стадии проектирования и изготовления.
Следующим узлом дозаторов является весовой бункер, либо,
при его отсутствии, мешкозажим, когда дозирование идет непосредственно в мешок. Итак весовой бункер.
(Рис. 18)  В бункере происходит непосредственно
взвешивание продукта, а затем высыпание и упаковка в тару. Весовой бункер либо
мешкозажим крепится к тензодатчикам, а они в свою очередь к станине дозатора. По
количеству тензодатчиков могут быть следующие варианты: -установка бункера или
мешкозажима на один тензодатчик типа single point.
Вариант не очень хороший и подходит для мелкой фасовки или для самотечного
дозатора с дозированием непосредственно в мешок. При этом отсутствуют вибрации
от шнеков и других механизмов. В этом варианте «подкупает» цена, и в некоторых
случаях это самый подходящий выход. Весовой бункер на одном тензодатчике
применяется также при дозировании воды на РБУ или других жидких компонентов в
технологических процессах. При этом тензодатчик крепится сверху бункера и,
так как жидкость растекается по бункеру равномерно, погрешность при взвешивании
отсутствует. Это при условии, что тензодатчик закреплен по центру емкости. Затем
идет подвеска бункера или мешкозажима на два тензодатчика. Этот вариант стоит
немного дороже, но имеет место быть. Для бункера в этом варианте непременное
условие, отсутствие «раскачивания» и перекоса при насыпании продукта и при
открытии нижней задвижки бункера при высыпании продукта из весов. Установка
мешкозажима на два тензодатчика имела место неоднократно, но как было сказано
для бункера на двух тензодатчиках, необходимо «балансировать» мешкозажим чтобы
его не перекашивало. Очень помогают вилкообразные ограничители, они уменьшают
амплитуду раскачивания мешкозажима при надевании мешка. Подвеска весового
бункера или мешкозажима на трех тензодатчиках хоть и дороговата, но обеспечивает
более стабильные показания при взвешивании и менее чувствительна к внешним
вибрациям.
В бункере происходит непосредственно
взвешивание продукта, а затем высыпание и упаковка в тару. Весовой бункер либо
мешкозажим крепится к тензодатчикам, а они в свою очередь к станине дозатора. По
количеству тензодатчиков могут быть следующие варианты: -установка бункера или
мешкозажима на один тензодатчик типа single point.
Вариант не очень хороший и подходит для мелкой фасовки или для самотечного
дозатора с дозированием непосредственно в мешок. При этом отсутствуют вибрации
от шнеков и других механизмов. В этом варианте «подкупает» цена, и в некоторых
случаях это самый подходящий выход. Весовой бункер на одном тензодатчике
применяется также при дозировании воды на РБУ или других жидких компонентов в
технологических процессах. При этом тензодатчик крепится сверху бункера и,
так как жидкость растекается по бункеру равномерно, погрешность при взвешивании
отсутствует. Это при условии, что тензодатчик закреплен по центру емкости. Затем
идет подвеска бункера или мешкозажима на два тензодатчика. Этот вариант стоит
немного дороже, но имеет место быть. Для бункера в этом варианте непременное
условие, отсутствие «раскачивания» и перекоса при насыпании продукта и при
открытии нижней задвижки бункера при высыпании продукта из весов. Установка
мешкозажима на два тензодатчика имела место неоднократно, но как было сказано
для бункера на двух тензодатчиках, необходимо «балансировать» мешкозажим чтобы
его не перекашивало. Очень помогают вилкообразные ограничители, они уменьшают
амплитуду раскачивания мешкозажима при надевании мешка. Подвеска весового
бункера или мешкозажима на трех тензодатчиках хоть и дороговата, но обеспечивает
более стабильные показания при взвешивании и менее чувствительна к внешним
вибрациям.
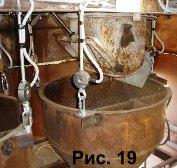 Если
речь идет о больших дозаторах, например дозаторы щебня, цемента и т.д., то
бункер обязательно подвешивается на три или четыре тензодатчика. (Рис. 19)
Если
речь идет о больших дозаторах, например дозаторы щебня, цемента и т.д., то
бункер обязательно подвешивается на три или четыре тензодатчика. (Рис. 19)
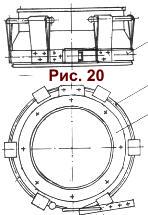 В
дозаторах, которые дозируют продукт в мешки, для крепления мешка применяют
мешкозажимы. Самый простой - это ручной мешкозажим (рис. 20), в котором зажим мешка
осуществляет оператор, прижимая мешок к горловине при помощи ремня и специальной
защелки. Зажав мешок, оператор включает дозирование, либо высыпание отвешенной
дозы из весового бункера. Во втором случае положение мешка не так критично,
главное чтобы он не соскочил с мешкозажима.
В
дозаторах, которые дозируют продукт в мешки, для крепления мешка применяют
мешкозажимы. Самый простой - это ручной мешкозажим (рис. 20), в котором зажим мешка
осуществляет оператор, прижимая мешок к горловине при помощи ремня и специальной
защелки. Зажав мешок, оператор включает дозирование, либо высыпание отвешенной
дозы из весового бункера. Во втором случае положение мешка не так критично,
главное чтобы он не соскочил с мешкозажима.
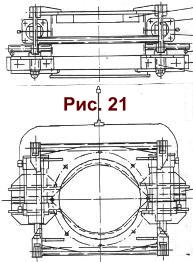 В
первом случае неправильный подвес мешка может повлиять на точность дозирования,
(мешок может касаться транспортера, при дозировании его может перекосить и
начать раскачивать, что повлияет на момент отключения дозатора, при перекосе
может натянуться гибкая вставка и внести погрешность в процесс взвешивания и
дозирования). Очень удобный пневматический зажим мешка. (Рис. 21) Вариантов конструкции
несколько. Первый вариант, горловина сделана «чечевицей», для того чтобы при
зажиме мешка не оставалось щелей и продукт при дозировании не выходил из мешка
через эти щели. Это важно при дозировании пылящих продуктов. Зажим мешка в этом
мешкозажиме осуществляется следующим образом: при сжатии цилиндров лента шириной
3-4 см. плотно обжимает мешок по периметру «чечевичной» горловины, края мешка
зажимаются между двумя резиновыми зажимами на окончаниях мешкозажима.
В
первом случае неправильный подвес мешка может повлиять на точность дозирования,
(мешок может касаться транспортера, при дозировании его может перекосить и
начать раскачивать, что повлияет на момент отключения дозатора, при перекосе
может натянуться гибкая вставка и внести погрешность в процесс взвешивания и
дозирования). Очень удобный пневматический зажим мешка. (Рис. 21) Вариантов конструкции
несколько. Первый вариант, горловина сделана «чечевицей», для того чтобы при
зажиме мешка не оставалось щелей и продукт при дозировании не выходил из мешка
через эти щели. Это важно при дозировании пылящих продуктов. Зажим мешка в этом
мешкозажиме осуществляется следующим образом: при сжатии цилиндров лента шириной
3-4 см. плотно обжимает мешок по периметру «чечевичной» горловины, края мешка
зажимаются между двумя резиновыми зажимами на окончаниях мешкозажима.
 Край
горловины должен иметь бортик ( проволока 6 мм., приваренная по периметру края
горловины) для того чтобы мешок не сползал вниз в процессе нагружения. Это
необходимо сделать и для ручного мешкозажима. При дозировании не пылящих
продуктов (гранулы, кукуруза, зерно и т.д.) герметичность мешкозажима не столь
критична, что упрощает конструкцию. Оригинальная конструкция применяется
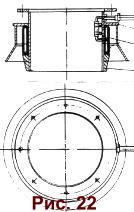
довольно давно для зажима бумажного мешка. (Рис. 22) Она состоит из внешней и внутренней
цилиндрических горловин. На внутренней горловине находится резиновая камера.
Мешок вставляется между резиновой камерой и внешней горловиной, оператор подает
воздух и мешок резиновой камерой прижимается к внутренней части наружной
горловины, обеспечивая герметичность.
Край
горловины должен иметь бортик ( проволока 6 мм., приваренная по периметру края
горловины) для того чтобы мешок не сползал вниз в процессе нагружения. Это
необходимо сделать и для ручного мешкозажима. При дозировании не пылящих
продуктов (гранулы, кукуруза, зерно и т.д.) герметичность мешкозажима не столь
критична, что упрощает конструкцию. Оригинальная конструкция применяется
довольно давно для зажима бумажного мешка. (Рис. 22) Она состоит из внешней и внутренней
цилиндрических горловин. На внутренней горловине находится резиновая камера.
Мешок вставляется между резиновой камерой и внешней горловиной, оператор подает
воздух и мешок резиновой камерой прижимается к внутренней части наружной
горловины, обеспечивая герметичность.
И завершает конструкцию весовых дозаторов (если это необходимо) мешкоутруска.
Продукт, поступающий в мешок во время дозирования или высыпающийся из весового бункера находится во вспученном состоянии, т.е. между частицами продукта, например муки, находится много воздуха. И поэтому отвес не помещается в мешок. Выход простой потрусить мешок, но руками этого не сделать, тяжело. Поэтому применяют механическую утруску мешка. В конструкциях с весовым бункером может применяться утруска которая быстро поворачивает мешкозажим с прикрепленным к нему мешком в вертикальной плоскости (рис. 23), то в одну, то в другую сторону градусов на 10-20, через 2-3 секунды продукт опускается в мешок и мешок готов к зашивке.
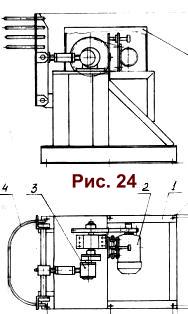 Для других случаев применяют боковое уплотнение продукта. Решетка, сваренная из
3-4 труб диаметром 25мм, ударяет по мешку, утрясая продукт. (Рис. 24) Амплитуда ударов и
частота определяется конструкцией и размером эксцентрика. При использовании
утруски очень рекомендуем строго выдерживать время утруски. Это делается либо
при помощи реле времени либо, как у нашего дозирующего терминала, задается в
весовом терминале. Это связано с тем, что мало потрусишь мало продукта упадет в
мешок из «закромов» (места где скапливается продукт в процессе дозирования и
затем обсыпается в мешок), много потрусишь много продукта упадет , заметьте, это
одна из многочисленных причин «гуляния» веса в мешке. Если продукт не помещается
в мешок, то он заполняет вместе с мешком и часть горловины мешкозажима, и
если отвес на этом заканчивается, то при утруске продукт опускается в мешок и он
зашивается. Но иногда продукт настолько вспучен (особенно неприятно при
дозировании непосредственно в мешок), что даже не помещается в горловину
мешкозажима и продолжает поступать в дозатор. При этом большая часть продукта
уже не взвешивается и при выключении дозатора по дозе, в мешке, мешкозажиме и
дозаторе находится продукта больше чем необходимо. Снимая мешок с мешкозажима
получаем полный мешок и часть продукта на полу. С этой проблемой столкнулись
при дозировании ржаной муки. Если в стандартный мешок помещается 50 кг.
пшеничной муки, то ржаной муки не более 45 кг. Вышли из этой ситуации при помощи
промежуточной утруски. После достижения порога «грубо», шнеки «грубо» и «точно»
выключаются и включается утруска мешка на 2-3 секунды, затем включается подача
«точно» и после окончания дозирования опять включается утруска мешка на заданное
время. Времена промежуточной и окончательной утруски устанавливаются независимо
одно от другого, что придает дополнительную гибкость при настойке дозатора на
максимальную точность и производительность. Встречали еще утруску, которая
представляла собой вибрирующую пластину, на которой стоит мешок , и в него
высыпается продукт из весового бункера. После окончания наполнения мешка он
выталкивается пневматическим толкателем на транспортер.
Для других случаев применяют боковое уплотнение продукта. Решетка, сваренная из
3-4 труб диаметром 25мм, ударяет по мешку, утрясая продукт. (Рис. 24) Амплитуда ударов и
частота определяется конструкцией и размером эксцентрика. При использовании
утруски очень рекомендуем строго выдерживать время утруски. Это делается либо
при помощи реле времени либо, как у нашего дозирующего терминала, задается в
весовом терминале. Это связано с тем, что мало потрусишь мало продукта упадет в
мешок из «закромов» (места где скапливается продукт в процессе дозирования и
затем обсыпается в мешок), много потрусишь много продукта упадет , заметьте, это
одна из многочисленных причин «гуляния» веса в мешке. Если продукт не помещается
в мешок, то он заполняет вместе с мешком и часть горловины мешкозажима, и
если отвес на этом заканчивается, то при утруске продукт опускается в мешок и он
зашивается. Но иногда продукт настолько вспучен (особенно неприятно при
дозировании непосредственно в мешок), что даже не помещается в горловину
мешкозажима и продолжает поступать в дозатор. При этом большая часть продукта
уже не взвешивается и при выключении дозатора по дозе, в мешке, мешкозажиме и
дозаторе находится продукта больше чем необходимо. Снимая мешок с мешкозажима
получаем полный мешок и часть продукта на полу. С этой проблемой столкнулись
при дозировании ржаной муки. Если в стандартный мешок помещается 50 кг.
пшеничной муки, то ржаной муки не более 45 кг. Вышли из этой ситуации при помощи
промежуточной утруски. После достижения порога «грубо», шнеки «грубо» и «точно»
выключаются и включается утруска мешка на 2-3 секунды, затем включается подача
«точно» и после окончания дозирования опять включается утруска мешка на заданное
время. Времена промежуточной и окончательной утруски устанавливаются независимо
одно от другого, что придает дополнительную гибкость при настойке дозатора на
максимальную точность и производительность. Встречали еще утруску, которая
представляла собой вибрирующую пластину, на которой стоит мешок , и в него
высыпается продукт из весового бункера. После окончания наполнения мешка он
выталкивается пневматическим толкателем на транспортер.
=====================================================================
В этом разделе расскажем о физике процессов дозирования,
как мы их понимаем (может и неправильно). Начинали работать с дозаторами и
бункерными весами довольно давно и естественно использовали только тензодатчики
и электронные приборы (весовые терминалы). Первые опыты на дозаторе муки типа
ДВМ-50 и дозаторе сахара. На муке долго мучились с подачей и не могли понять,
почему вес в мешке получается разный. Тогда мы смутно представляли ,что такое
падающий столб, не знали как важна равномерность подачи и заполнения шнеков
мукой, как важна частота опроса АЦП, и не представляли самого процесса насыпания
продукта в мешок. Много времени провели в раздумьях о причинах нестабильной
работы дозаторов, много было высказано гипотез и теорий, которые благополучно
рассыпались при очередном опыте (и это на действующем объекте). И все что мы
можем сегодня рассказать Вам было собрано по крупицам, выезжено в командировках,
и сложилось в эту статью, которая мы надеемся поможет Вам разобраться со своим
дозатором или выбрать себе дозатор опираясь на наш опыт. Итак, раньше было
сказано о порогах грубо и точно в дозаторе. Критерии дозирования продукта
определяется как точность и производительность дозатора. Хотя эти критерии
взаимоисключающие, задача при изготовлении и настройке дозатора совместить их.
Это как у двух пересекающихся прямых – есть только одна точка пересечения.
Причем в силу неизменности характеристик дозатора, определяемых как на этапе
проектирования так и этапе изготовления, нужно понимать что ошибки и недоработки
на этих этапах работы определяют конечную характеристику дозатора, и ухудшение
одного параметра в целях улучшения другого бесполезны. Например если вы
добились определенного результата (оптимального для данного дозатора), то
уменьшение производительности (уменьшение скорости истечения продукта) не
повлечет за собой увеличение точности дозирования. И если дозатор имеет точность
± 50 грамм при производительности 3 отвеса (по 50кг.) в минуту, то при
производительности 1-2 отвеса точность не увеличится. В процессе изучения
дозаторов пришло понимание какого диаметра и какой производительности должен
быть шнек грубой подачи в дозаторе. От этого шнека зависит производительность
работы дозатора, но увеличивать его нельзя по причине увеличения падающего
столба. Шнек точной (тонкой) подачи определяет конечную точность дозирования, но
уменьшать его сильно нельзя, мы потеряем в
производительности дозирования. О примерных практических размерах этих шнеков
скажем в разделе наладки дозаторов. С самотечными дозаторами аналогично, окно
дозатора, через которое продукт поступает в мешок или бункер в режиме
дозирование «грубо» должно иметь размер, соответствующий производительности
дозатора, его дозе и точности. Соответственно величина открытия задвижки в
режиме дозирования «точно» тоже важна, от неё зависит точность насыпания дозы.
Проблемы при дозировании связаны также с быстродействием весового терминала и
имея хорошую механику вы можете свести на нет лучшие стороны механики используя
«медленный весовой терминал». Например имея точную подачу 600-1000 грамм в
секунду, и измеряя вес терминалом через 0,1 секунды мы увидим , что момент
выключения может наступить в промежуток между измерениями т.е. пересып продукты
будет от 0 до 60-100 грамм. И плюс еще неравномерность падающего столба, и плюс
прочие погрешности системы взвешивания. И это только теоретически, а на практике
получается побольше. Вообще процесс нашего обучения проходил долго и потом мы
поняли, что не получится на дозаторе сделанном с ошибками и просчетами изменив
одну ошибку или просчет добиться сразу ощутимого результата. На практике каждое
исправление и улучшение прибавляет в точности 20-50 грамм и постепенно, если не
останавливаться на достигнутом, можно довести дозатор до нужных характеристик.
 Почему мы говорим о массе ошибок в конструкции дозаторов, потому что раньше
сталкивались в основном с самодельными дозаторами (рис 25), собранными из того что было
под рукой (а что дешево и сердито, а что вес не идет, то это проблема
электронщиков), и мы начинаем разводить теории и пытаться доводить до приемлемых
характеристик эти «дозаторы». Доходило до смешного, вместо точной подачи
шлюзовой затвор на 6 литров с уменьшенным, за счет металлических вставок,
объемом секторов, или для «удешевления» конструкции один тензодатчик
и мешкозажим на коромысле, а вместо призм подшипники шариковые. В общем все, что
мы придумывали после очередных художеств заказчика для улучшения прибора и
дозатора в целом, после такого шлюзовика 6 литров или расстояния от выхода
дозирующего шнека до дна мешка 2,5- 3 метра толкало на дальнейшую доработку и
улучшение прибора. Также мы получали отрицательный опыт, четко понимая как
делать нельзя. Работая над заменой старого сахарного дозатора (рис. 11) (электроники
дозатора) мы увидели, что наш прибор работает хуже и по точности и по
быстродействию. Об этом дозаторе было рассказано выше, это дозатор сахара фирмы «СВЕДА».
После изготовления прибора на AD7710 мы увеличили его
быстродействие и получили неплохой результат: 7-8 секунд отвес, точность
± 20
грамм. Прибор проработал в круглосуточном режиме 3 года и нам заказали еще 4
прибора. К этому времени изыскания в механике в основном закончились, остались
мелкие доработки и исправление ошибок конструкции дозатора и мы задумались, что
можно «выжать» с прибора. Для начала применили скользящее среднее в процессе
подсчета веса на весовом терминале. Для дозирования оказалась очень удобная
вещь. Если раньше при реакции прибора после каждого измерения через 10-20
миллисекунд
получалось, что от вибрации показания прыгали, и реакция могла наступить хоть и
быстро но либо рано либо поздно, нужно было усреднять показания. Усреднять по
обычной формуле нельзя, потому, что это задерживает реакцию прибора. Усреднений
получалось 4 и это при быстродействии 10-20 миллисекунд увеличивало время реакции до
40-80 миллисекунд. При скользящем среднем очередное показание веса складывается с тремя
последними (при 4-х усреднениях) и сразу получается усредненный результат, т.е.
реакция прибора происходит после каждого измерения. Хотя кривая реального веса
отличается от кривой со скользящим средним (скользящая наклонена ниже от
реальной), мы имеем более сглаженные пики от вибрации и более ровный вес. А
разницу между кривыми мы компенсируем "падающим столбом" "точной" досыпки (т. е.
считаем ее систематической погрешностью). При
изготовлении приборов для дозатора сахара нам захотелось увидеть реальную
картину работы дозатора. Мы ввели в прибор выдачу данных о весе в компьютер
после каждого измерения т.е. через 10мсек. Также по кнопке «стоп» перед
дозированием в компьютер выдавалась величина порогов «грубо» и «точно». Не на
всех графиках видно линии порогов, это в спешке перед пуском дозатора оператор
не нажимал кнопку «стоп». Дело в том, что мы работали в реальных условиях. Мешки
отвешенные дозатором шли на склад. При помощи программы на компьютере можно было
снимать графики дозирования, сохранять их и рассматривать детально, изменяя
масштаб графика, при помощи маркеров выделять участки графика и определять на
этих участках производительность и время дозирования. После первых же графиков
мы увидели: 1. время задержки на зажим мешка, т.е. время через, которое
начинается насыпание продукта в мешок. 2. наклон кривой «грубо» дозатора. (Кстати
на разных дозаторах он оказался немного разным, и зависел от наполнения бункера
и размера горловины через, которую подавался сахар). 3. Так называемый
«динамический удар»- кинетическую энергию падающего продукта. 4. Смогли
определить время задержки на реакцию грубо и точно в терминале. 5. Наклон кривой
«точно» и момент срабатывания порога «точно». Проверив этой программой дозатор
кукурузы мы увидели свои промахи и сразу их устранили. Кстати на сахаре был
интересный случай. Инженер кип говорит, что дозатор сбрасывает иногда мешок по
непонятным причинам, он относил это к сбою прибора. Сделав несколько отвесов и
записав в компьютер мы нашли причину «сбоя» и продемонстрировали ему. А причина
была в том, что оператор не всегда при подвеске мешка к дозатору опускала его
висеть вертикально и свободно. Иногда она оставляла край мешка на перилах
транспортера, и в момент подачи продукта в мешок происходил сильный рывок мешка,
и его амплитуда достигала порога «грубо», и тогда задвижка «грубо» закрывалась и
через щель «точно» происходило долгое насыпание мешка (а мешке на этот момент
10-20кг). Если удар был сильнее, то он достигал даже порога «точно» и
естественно прибор понимал, что дозирование закончено и сбрасывал мешок. Это
происходило в основном на одном дозаторе, видимо на нем самый большой поток
сахара при открытии задвижки или не настроены шибера на бункере. После нашего
показа графиков инженеру вопрос о странном сбое прибора отпал. Сейчас эти
дозаторы работают 7-8 секунд отвес ± 10-20 грамм - погрешность, также свободно
перестраиваются с 50 кг на 25 кг. Далее будут представлены наши графики снятые
на реальных весах, и будет дано объяснение по этим графикам.
Почему мы говорим о массе ошибок в конструкции дозаторов, потому что раньше
сталкивались в основном с самодельными дозаторами (рис 25), собранными из того что было
под рукой (а что дешево и сердито, а что вес не идет, то это проблема
электронщиков), и мы начинаем разводить теории и пытаться доводить до приемлемых
характеристик эти «дозаторы». Доходило до смешного, вместо точной подачи
шлюзовой затвор на 6 литров с уменьшенным, за счет металлических вставок,
объемом секторов, или для «удешевления» конструкции один тензодатчик
и мешкозажим на коромысле, а вместо призм подшипники шариковые. В общем все, что
мы придумывали после очередных художеств заказчика для улучшения прибора и
дозатора в целом, после такого шлюзовика 6 литров или расстояния от выхода
дозирующего шнека до дна мешка 2,5- 3 метра толкало на дальнейшую доработку и
улучшение прибора. Также мы получали отрицательный опыт, четко понимая как
делать нельзя. Работая над заменой старого сахарного дозатора (рис. 11) (электроники
дозатора) мы увидели, что наш прибор работает хуже и по точности и по
быстродействию. Об этом дозаторе было рассказано выше, это дозатор сахара фирмы «СВЕДА».
После изготовления прибора на AD7710 мы увеличили его
быстродействие и получили неплохой результат: 7-8 секунд отвес, точность
± 20
грамм. Прибор проработал в круглосуточном режиме 3 года и нам заказали еще 4
прибора. К этому времени изыскания в механике в основном закончились, остались
мелкие доработки и исправление ошибок конструкции дозатора и мы задумались, что
можно «выжать» с прибора. Для начала применили скользящее среднее в процессе
подсчета веса на весовом терминале. Для дозирования оказалась очень удобная
вещь. Если раньше при реакции прибора после каждого измерения через 10-20
миллисекунд
получалось, что от вибрации показания прыгали, и реакция могла наступить хоть и
быстро но либо рано либо поздно, нужно было усреднять показания. Усреднять по
обычной формуле нельзя, потому, что это задерживает реакцию прибора. Усреднений
получалось 4 и это при быстродействии 10-20 миллисекунд увеличивало время реакции до
40-80 миллисекунд. При скользящем среднем очередное показание веса складывается с тремя
последними (при 4-х усреднениях) и сразу получается усредненный результат, т.е.
реакция прибора происходит после каждого измерения. Хотя кривая реального веса
отличается от кривой со скользящим средним (скользящая наклонена ниже от
реальной), мы имеем более сглаженные пики от вибрации и более ровный вес. А
разницу между кривыми мы компенсируем "падающим столбом" "точной" досыпки (т. е.
считаем ее систематической погрешностью). При
изготовлении приборов для дозатора сахара нам захотелось увидеть реальную
картину работы дозатора. Мы ввели в прибор выдачу данных о весе в компьютер
после каждого измерения т.е. через 10мсек. Также по кнопке «стоп» перед
дозированием в компьютер выдавалась величина порогов «грубо» и «точно». Не на
всех графиках видно линии порогов, это в спешке перед пуском дозатора оператор
не нажимал кнопку «стоп». Дело в том, что мы работали в реальных условиях. Мешки
отвешенные дозатором шли на склад. При помощи программы на компьютере можно было
снимать графики дозирования, сохранять их и рассматривать детально, изменяя
масштаб графика, при помощи маркеров выделять участки графика и определять на
этих участках производительность и время дозирования. После первых же графиков
мы увидели: 1. время задержки на зажим мешка, т.е. время через, которое
начинается насыпание продукта в мешок. 2. наклон кривой «грубо» дозатора. (Кстати
на разных дозаторах он оказался немного разным, и зависел от наполнения бункера
и размера горловины через, которую подавался сахар). 3. Так называемый
«динамический удар»- кинетическую энергию падающего продукта. 4. Смогли
определить время задержки на реакцию грубо и точно в терминале. 5. Наклон кривой
«точно» и момент срабатывания порога «точно». Проверив этой программой дозатор
кукурузы мы увидели свои промахи и сразу их устранили. Кстати на сахаре был
интересный случай. Инженер кип говорит, что дозатор сбрасывает иногда мешок по
непонятным причинам, он относил это к сбою прибора. Сделав несколько отвесов и
записав в компьютер мы нашли причину «сбоя» и продемонстрировали ему. А причина
была в том, что оператор не всегда при подвеске мешка к дозатору опускала его
висеть вертикально и свободно. Иногда она оставляла край мешка на перилах
транспортера, и в момент подачи продукта в мешок происходил сильный рывок мешка,
и его амплитуда достигала порога «грубо», и тогда задвижка «грубо» закрывалась и
через щель «точно» происходило долгое насыпание мешка (а мешке на этот момент
10-20кг). Если удар был сильнее, то он достигал даже порога «точно» и
естественно прибор понимал, что дозирование закончено и сбрасывал мешок. Это
происходило в основном на одном дозаторе, видимо на нем самый большой поток
сахара при открытии задвижки или не настроены шибера на бункере. После нашего
показа графиков инженеру вопрос о странном сбое прибора отпал. Сейчас эти
дозаторы работают 7-8 секунд отвес ± 10-20 грамм - погрешность, также свободно
перестраиваются с 50 кг на 25 кг. Далее будут представлены наши графики снятые
на реальных весах, и будет дано объяснение по этим графикам.
=====================================================================
Или визуализация процесса дозирования.
Посмотреть, что происходит с показаниями прибора в процессе дозирования, нам захотелось сначала из любопытства. Мы и не предполагали, что изучение графиков дозирования даст такой практический результат. Попросили нашего программиста написать программу «визуализации» процесса дозирования на экране монитора. В свою очередь доработали программу на весовом терминале, и теперь после нажатия кнопки «стоп» на дозаторе в компьютер передаются порог «грубо» и порог «точно», а после нажатия на кнопку «пуск» до окончания дозирования передается текущий вес после каждого измерения (усредненный «скользящим средним»). Так как режим АЦП мы программируем сами, то показания о весе обычно мы передаем через каждые 10мс. Обычно достаточно через 12,5-17,5 мс.
Далее рассмотрим графики снятые несколькими версиями программы и попробуем их разобрать и объяснить. Подчеркиваем, что все графики реальные, и сняты на реальном продукте и реальных дозаторах (правда на самотечных).
Итак, график 1.
Этот график показывает, как происходит дозирование на настроенном дозаторе. Дозатор кукурузы. После зажима мешка через задержку (0,4-0,5 сек., чтобы поток не сбил мешок) открывается подача. Видно резкое увеличение веса до 5 кг. Затем поток выравнивается и видны лишь небольшие отклонения от наклонной линии насыпания. В точке с весом 22 кг. происходит выключение подачи «грубо», но как видим вес продолжает увеличиваться, это работает кинетическая энергия потока и падающий столб. Когда процесс падения столба заканчивается, мы видим падение показания веса, и задвижка, переместившись в положение «точно», уменьшает поток продукта в дозатор. Это видно по уменьшению угла наклона графике насыпания. Вертикальная линия на графике от точки 22 кг. показывает начало работы задержки на удар после «грубо». Эта задержка заканчивается как видим, через 0,4 сек, что достаточно для исключения влияния удара после выключения «грубо» (в это время прибор не реагирует на показания веса). Истечение продукта в режиме «точно» стабилизируется, и при достижении заданного веса (задано 25кг., с учетом падающего столба «точно» это будет 24,950-24,970кг.) задвижка «точно» закрывается. Через заданное время отпускается мешкозажим, и мешок падает на транспортер (на графике это не показано). Общее время дозирования как видите 5,6 секунды.
На втором и третьем графике разобранного нами процесса с графика 1 видим производительность «грубо» 8,320 кг/сек. (график 2) и производительность «точно» 0,953кг/сек. Как видим производительность отличается примерно в 9-10 раз, и это оптимальная величина при которой достигается максимальная производительность и точность дозатора.
На графиках 4 и 5 видно, что отношение времени «грубой» и «точно» насыпки примерно 2/3 к 1/3 времени дозирования, это наилучшая пропорция для производительного дозатора.
График 6 показывает несколько проблем в дозаторе. Первая – сильно прикрыт шибер подачи в дозатор и следствие, малая производительность подачи «грубо», «грубо» насыпается очень долго. Вторая из-за прикрытого шибера подача «точно» почти не отличается от подачи «грубо», итог такой 25кг. насыпается 9,5 сек. (сравните график 1 там 5,2 сек.).
На графике 7 видно, что удар после окончания «грубо» перехлестывает за предел дозирования и если не включать задержку после срабатывания «грубо», мы получим преждевременное и ложное срабатывание порога точно и, как следствие недосып в мешке.
График 8. переделка дозатора для кукурузы. Очень большой объем продукта высыпается в мешок после начала дозирования от этого и такой удар. Здесь поможет задержка на удар после начала дозирования. Здесь она присутствует. Её окончание видим по вертикальной линии через 0,5 сек. после начала дозирования. Время насыпания «грубо» и «точно» почти одинаково. В итоге потеря производительности.
На графике 9 время точной досыпки мало, и как видно из графика поток «точно» не успевает стабилизироваться, и в итоге время дозирования 2,83сек. а точность дозирования оставляет желать лучшего.
График 10
Дозирование 10кг. дозирование в промежуточный бункер. Вначале виден удар закрытия
задвижки бункера. Затем задержка на закрытие и начало дозирования. Видно, что удар «грубой» вышел за предел дозирования. Очень долгая досыпка «точно». И «зубчики» на графике, это включился рядом компрессор. Показано воздействие внешних факторов на взвешивание.
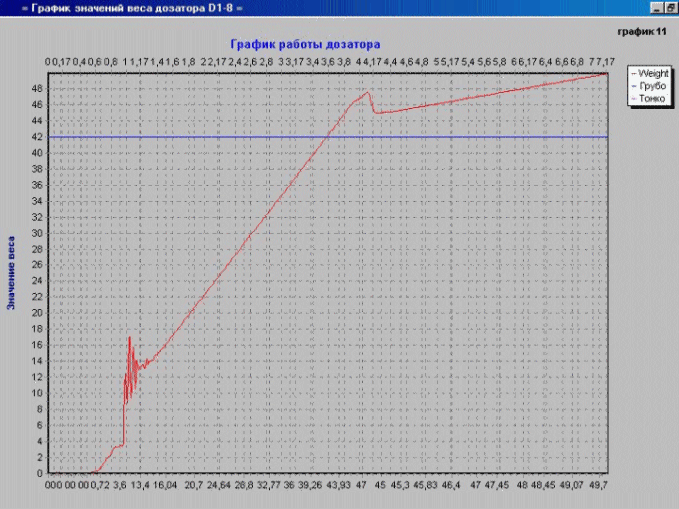
Графики 11-14 сняты первой версией программы потому шкалы и разрешение картинки отличаются от предыдущих графиков. График 11, насыпание сахара в мешок, дозатор № 1. Колебания веса вначале насыпания связаны с неправильной подвеской мешка к мешкозажиму (см. окончание главы физика). Производительность оптимальная 50кг. за 7,17сек. точность 10-20 грамм.
График 12 показывает дозировании сахара но уже на дозаторе №3, обратите внимание на разный наклон кривых дозирования графика 11 и графика 12. это говорит о том, что шибера в дозаторах 1 и 3 открыты по разному. На грубую насыпку это влияет, а на точную нет(это видно по наклону). Время насыпания «грубо» дозатора 1 (график 11) меньше чем у дозатора 3 (график 12), но производительность дозатора1 в режиме «грубо» выше. Насыпание «точно» на этих дозаторах занимает разное время, и общий итог как мы видим дозатор 1 =7,17сек., дозатор 2 = 7,5 сек. Порог «грубо» у них одинаковый при этом , 42кг.
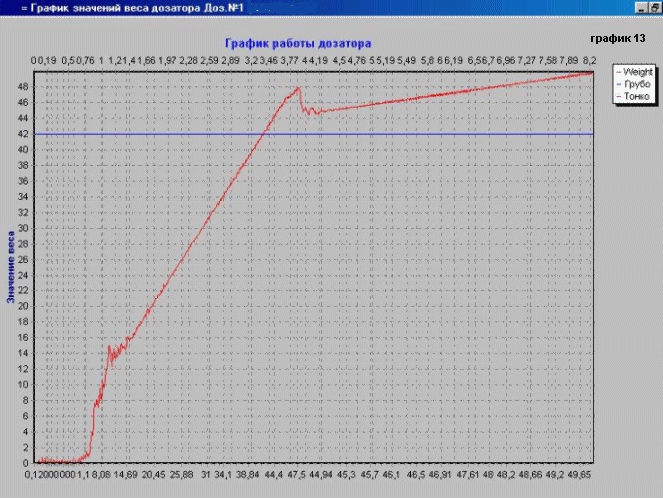
На графике 13 процесс в общем протекает нормально. Но время «точной» досыпки большое, и поэтому результат отвес за 8,2сек, можно и быстрее.
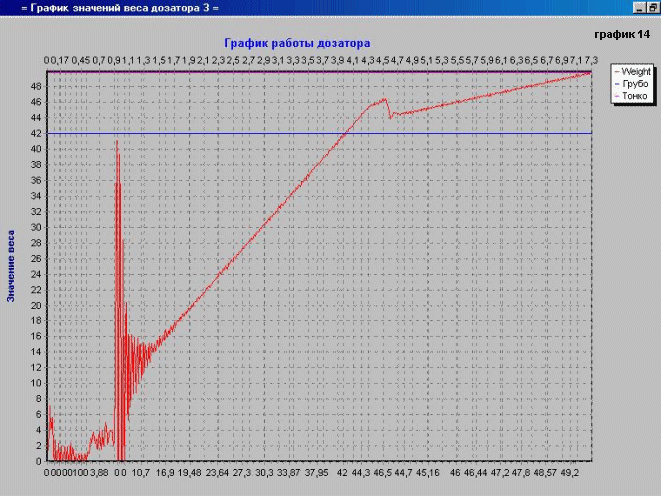
График 14 возвращает нас снова к ошибке оператора. Зажав мешок пневматическим зажимом мешка, оператор не опустила его вниз, а положила на ограждение транспортера, и опять поток сахара, накопившись вначале мешка резко сбрасывает его вниз, поэтому такой большой удар. Как мы говорили выше, этот удар может зайти не только за порог «грубо» ,но и за порог «точно» и если не принять мер (задержки на удар), то дозирование прервется.
К сожалению руки не доходят до мониторинга дозаторов со шнековым питателем, но обещаем провести испытания этих дозаторов и рассказать Вам, что получилось. Мы показали Вам только малую часть графиков и ситуаций при работе самотечных дозаторов. Но и после исследования этих графиков можно уже говорить о требованиях, предъявляемых при изготовлении и переделке дозаторов, к механическим и электронным узлам этих дозаторов, а также получить информацию для выведения дозатора в оптимальный, режим работы, добиваясь максимальной точности и производительности.
=====================================================================
Эту главу мы посвятим калибровке весовой части дозатора (электронного дозатора), и добьемся ритмичности при необходимой нам точности в его работе.
Чтобы не получить грыжу, таская весовые гири, необходимо сначала убедиться в нормальной работе весоизмерительной части дозирующего устройства. Если визуальный контроль дал положительный результат, то необходимо несколько раз приложить и снять нагрузку (около 10÷15% от НПИ) к весоизмерительному узлу дозатора и каждый раз, весы дозатора должны вернуться к нулевому значению ±1е. Если все в порядке можно переходить к калибровке весов дозатора. Данная операция необходима при отличии показаний индикатора весов от эталонной нагрузки на ±2е и более. Современные тензодатчики имеют практически линейную (±0,04% и лучше) характеристику зависимости выходного дифференциального сопротивления от нагрузки, поэтому весоизмерительные терминалы калибруются только по одной точке, находящейся в районе 30÷50% НПВ. Калибровку весов "весовщики" называют операцией масштабирования. Коэффициентом масштабирования называют числовое значение, используемое для приведения цифрового кода АЦП к натуральному весу. Масштабирование терминала дозатора производится в следующем порядке: а) разгрузите весоприёмное устройство; б) произведите обнуление показаний весов; в) нагрузите весоприёмное устройство эталонным весом (Р_эталон); г) Р_эталон (около 50% от НПИ); д) спишите показания с индикатора прибора (Р_текущ); е) в соответствующей функции терминала вызовите текущий масштабный коэффициент (М_тек); ж)вычислите новый масштабный коэффициент (М_нов) и введите его вместо старого значения.
М_нов=(Р_эталон * M_тек)/Р_текущ
В некоторых приборах подсчет нового масштабного коэффициента по этой формуле осуществляется автоматически, но последовательность Ваших действий и суть данного процесса от этого не меняется.
Весовые дозировочные устройства являются точными измерительными приборами,
показания которых должны укладываться в заданные допуски. Поэтому дозатор должен
быть не только правильно установлен и смонтирован для работы, но и тщательно
проверен в работе. Необходимо убедиться, что весовая часть Вашего дозатора
обладает свойствами; чувствительности, постоянства показаний, верности, не
выходящими за рамки погрешности. Для обеспечения этих условий и правильной
эксплуатации весовых дозирующих устройств периодически должна производиться их
поверка. Поверка весовых дозаторов заключается в их предварительном техническом
осмотре, в поверке показаний и чувствительности вначале без нагрузки, а затем
под различными нагрузками. Для создания при поверке дозаторов необходимых
нагрузок применяются образцовые гири массой в 20 кг каждая. Такие гири
имеют прямоугольную форму, что позволяет удобно укладывать их в большом
количестве на весы. После поверки весового механизма образцовыми гирями
производится поверка дозатора в работе. При испытаниях бесперебойности
автоматической работы через дозатор пропускают не менее 10 порций подряд
продукта, подлежащего взвешиванию. При этом убеждаются в нормальном поступлении
продукта в весовую часть дозатора. Затем приступают к поверке правильности веса
автоматически отвешенных порций. Для контроля веса порций могут быть
использованы те же автоматические весы, отключаемые каждый раз от
автоматического режима. При автоматическом дозировании материалов точность
дозирования определяется обычно следующими факторами:
1)
отклонением среднего веса нескольких подряд отвешенных доз
(обычно 10) от номинального веса дозы;
2) отклонением веса отдельной дозы от
среднего веса.
Рср=Робщ/n,
где Рср -
средний вес отвешенных доз, Робщ -общий вес отвешенных доз,
n-количество доз.
отсюда погрешность
среднего веса дозы δ=Рср-Рзад
-где Рзад
- заданная доза отвеса (номинальный вес порции).
Для большинства дозаторов средний вес десяти подряд взвешенных порций не должен
отличаться более чем на ±0,1% от номинального веса
порции. При этом вес отдельных порций не должен отклоняться от среднего (не
путать с заданным) веса более чем на ±0,25% номинального
веса.
Следует отметить, что отрегулированный автоматический
дозатор в продолжение работы может по различным причинам изменять достигнутую
при регулировке точность дозирования. Точность работы автоматических дозаторов в
эксплуатации зависит в основном от двух факторов: 1) точность весового механизма
как прибора, 2) равномерности потока материала поступающего в дозатор.
чувствительность собственно весового механизма дозатора обычно достаточно высока
и составляет 0,1%. Таким образом, весовой механизм дозатора, как правило, в
состоянии обеспечить взвешивание в статическом состоянии с точностью, обычно в
несколько раз превосходящей требования к дозированию тех или иных материалов.
Основная погрешность, как показывает практика эксплуатации дозаторов, вносится
неравномерностью подачи материала к дозатору. Необходимо отметить также, что
равномерная подача материала, обеспечивая точность работы дозатора, одновременно
позволяет повысить скорость взвешивания или производительность дозатора, что в
ряде случаев является весьма важным обстоятельством. Вследствие этого за работой
автоматических дозаторов необходимо систематическое наблюдение и производство
периодических поверок взвешиваемых доз. При обнаружении погрешностей, выходящих
за установленные пределы, дозатор необходимо вновь отрегулировать.
Однако не следует ограничиваться только подстройкой порогов дозирующего
устройства. Чтобы дозатор работал правильно и погрешность не превысила вновь
установленных пределов, необходимо проанализировать характер погрешностей, найти
причину, вызвавшую их увеличение, и устранить ее.
При работе
автоматического дозатора может наблюдаться увеличение погрешности отдельных доз
как на плюс, так и на минус от среднего веса дозы или увеличение погрешностей
отдельных доз в одну сторону на плюс или на минус.
Первый случай
наблюдается главным образом при неравномерной подаче материала к дозатору.
Регулировка производилась при определенной интенсивности подачи продукта, а
затем производительность подачи изменилась и соответственно изменился так
называемый "падающий столб" и перестал соответствовать количеству продукта,
попадающему в весоизмерительный узел дозатора после прекращения подачи
материала. При этом, чем сильнее будут колебания в подаче продукта, тем больше,
в свою очередь, будут погрешности отдельных порций.
Улучшить
результаты дозирования в этом случае можно, отрегулировав производительность
"точной" подачи материала (уменьшить ее), а также приняв меры к обеспечению
более равномерной подачи продукта.
Второй случай, когда погрешность по
абсолютной величине лежит близко к норме, но одного знака, т. е. порции идут все
время с перевесом или недовесом.
Это может быть также при изменении
подачи материала. Если, например, поток стал интенсивнее, то порции при прежней
регулировке пойдут с перевесом. При уменьшении подачи, наоборот, будет недовес.
Подобным же образом на ход взвешивания влияет изменение объемной массы
дозируемого материала. Улучшить результаты дозирования можно новой регулировкой
или соответствующим изменением подачи.
Систематическое нарастающее
увеличение погрешности в одну сторону однозначно свидетельствует о неполадках
весового узла дозатора.
Анализ погрешностей позволяет вовремя заметить
и предупредить возможные дефекты и неполадки в работе дозатора и повысить
точность его работы.
Перед началом работы надо убедиться, что тара на
дозаторе установлена, и установить ее вновь уже на "грязном" дозаторе после
нескольких отвесов, чтобы взять в тару остатки продукта на взвешивающем узле
дозатора. Далее во время работы надо следить за состоянием тары, периодически
выверяя ее.
Контрольное взвешивание материала должно производиться не
реже одного раза в смену, и кроме того, всякий раз при перемене вида, сорта
материала, изменении его влажности и т. п. При взвешивании продуктов, плотность
которых может легко меняться, контрольное взвешивание должно повторяться
несколько раз в течение рабочего дня.
При установке дозаторов на месте
работы должны быть созданы условия для их правильной работы и обеспечено
систематическое наблюдение и уход. На месте установки дозаторов должна
поддерживаться чистота, помещение следует периодически убирать, удаляя пыль,
мусор, остатки материалов.
Автор: Удалов Сергей Иванович директор ООО "Уралвес-Дон".